Rebuilding & Coating
Problem
Erosion, Corrosion and Cavitations on Diffuser housing because of seawater and sand.

Application
This application was performed on alloy steel casting substrate according to the product guideline. Following work carried out during application.
- Grit blasting after jet washing.
- Surface building.
- Pin hole detection after complete application.

Problem
Surface deterioration by HCL attack on entire surface of pump head cause of leakage. Substrate porosity due to chemical attack.

Application
The product has lasting period of 6 months in the current service situation and last for 8 months. Continue in operation with some touch ups after every 8 months.
Problem
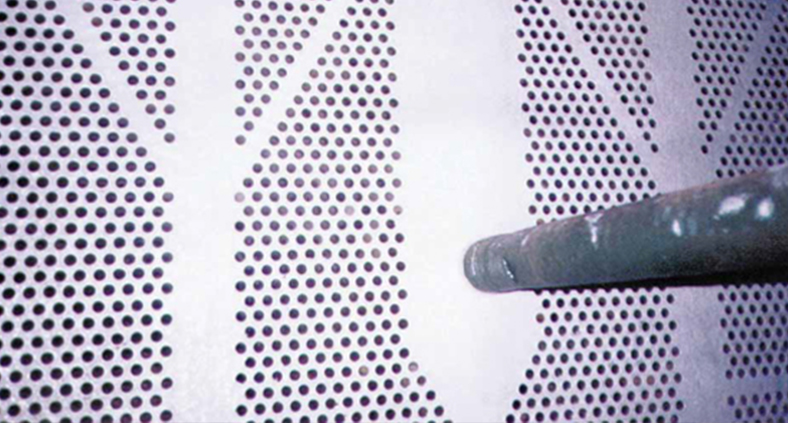
Severe Corroded Surface and Leakage from tube to tube Sheet joints. See in picture a closeup view of tube sheet and tube ends.
Application
The application was carried out on carbon steel substrate as per product instructions guide line. In first step cleaned by sand blasting & plugging of tubes with rubber cork and applied Ceramic rebuilding compound. The completed application without any leak in pressure test.
Problem
Almost all roof surface has large and small holes due to corrosion and deterioration.

Application
Application situation was cold repairing is required as the tank can not be taken in shut down. Hot work is not permitted except drilling and grinding on some areas.
Different size of metal plates were used to strengthen the corroded area and repaired the holes with recommended cold weld / repaire product. Nine tanks roofs from 50ft to 120ft diameter have been protected.

Problem
All corroded pipes cut and set pre-fabricated fixture at location.

Application
The application has guaranteed that the design fixture can bear 90 kg load in case of any safety harness is used with it for support.
Both matting surfaces completely wetted with the engineering grade rebuilding material. In the following picture shows two tank roofs which were repaired and protected.

Eye Restoration
A wire rope eye area and eye have been rebuild with mechanical fastening to bear the load. The plate size is about 4x4 ft.

Nozzles Restoration
Flange is made according the nozzle and bonded at location. A best cold welding joint was achieved.

Cold Welding
Anode cable clips were totally corrode. New clips made in workshop and bonded at place with Thortex Metal-Tec E.G. for tie the new Anode cable.

Problem
The first application was performed in 2008. The dradger surface was badly pitted and need to recoat completely after every two years.
After application in 2008 the dradger was inspected yearly and given out for detail inspection in 2011. The entire surface found perfect without any damage of coating. Some minor mechanical damages were found and touch ups was performed and back in service for further years.

Application
All welding Joints and pitted surfaces were rebuilt with rebuilding material. After rebuilding application entire surface was protected. Non Solvent high performance Protection coating applied in two coats. Still in operation.

Problem
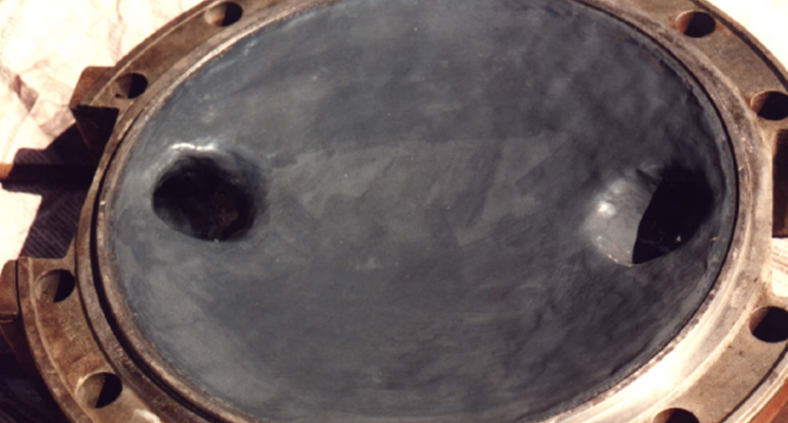
The two numbers of Hypochlorite Storage vessel previously rubber lined. Which is damaged 40% of the bottom part of vessel. The client need to apply protection coating over existing lining with satisfactory results in all the way.

Application
120 kgs of rebuilding material for all uneven edges and welding joints was used and then hypochlorite resistances coating was appiled. In the bottom of the tank where rubber lined was damaged. The applied thickness was about 1200 microns to 1400 microns. The upper half was protected with 800 microns to 1000 microns over existing rubber lined. First performed in June 2010 and refresh in September 2019 found perfect in 2020.

Problem
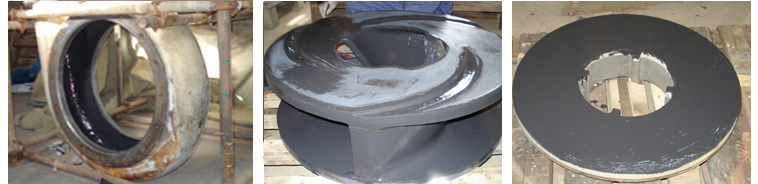
This slurry pump was severely damaged by erosion. This pump is mounted on a dradger and used for pumping out sea water with sand and sea shells and other solid debris in the intake sea water channel. The pump casing, wear plates and Impeller were protected.

Application
All components of the pump have been rebuilt up to the original surface level with rebuilding material and then applied the protection coating at 500 mic to 600 mic. First applied in 2007 and then company issued us call off contract on successful result after a year. A new pump was required every year due to high erosion rate. No new pump was purchased since our application was performed. Further the pump take out on floor after every two years for recoating instead of a year.
Problem
Corrosion and Pitting in the cooling water ports.
These applications haven been attended in routine for Caterpillar Engines and casings on behalf of Allied Engineering & Services
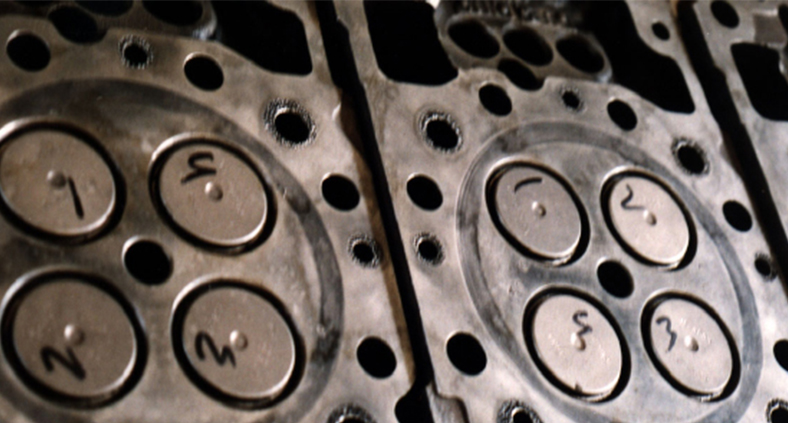
Application
AThese minor rebuilding applications has been applied after surface preparation against erosion and corrosion in this water circulating ports. And after drying out the applied material the finishing application was performed by emery stones. This application can withstand in high temperature

Problem
Cuprous Nickel lined Bona pipe of all six units of 6 x 210 mw power house were protected in Pakistan. The problem was erosion, corrosion and deep pitting on most of the places due to sea water. All pitted surfaces were resurfaced with cold repair and resurfacing product. Application: Performed in January 2008. found perfect during inspection in 2011.The applied system refresh in 2017.

Application
After resurfacing two coats of protection coating were applied at 500 microns.

Problem
Spacer of a CW line assembled with discharge end of sea water bowl assembly. Entire body of spacer was badly corrode and through holes appears on most of the areas. Availability of spacer in the turnaround time was not possible to continue services for cooling condensers.
The only available solution was cold repaire / resurfacing and protection coating.
Requirement: The client required some sort of flexible product to bear some vibration and pump throttling during startup of the system.

Application
We used flexiable resurfacing and protection coating on all corroded areas up to even and strengthen level for the satisfaction of client. The product had 30% elongation and comes in Eng-grade and Coating grade too. The application with metal and synthetic tape reinforcements at entire internal and external surface of the spacer was performed.

Problem
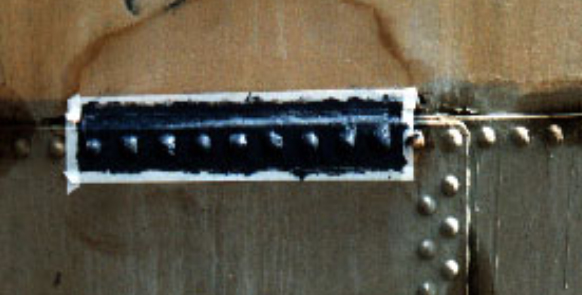
Seepage height 2 Mtr and Tank Dia 14.6 Mtr, application on loaded tank.
Seepage from riveted joint of diesel tank. Hot working was not possible because of safety consideration. And a delegation was expected after two days for inspection.


Application
Manually surface preparation was applied by means of emery paper cleaning, conditioning and then multipurpose cold vulcanizing material with synthetic reinforcement was applied.

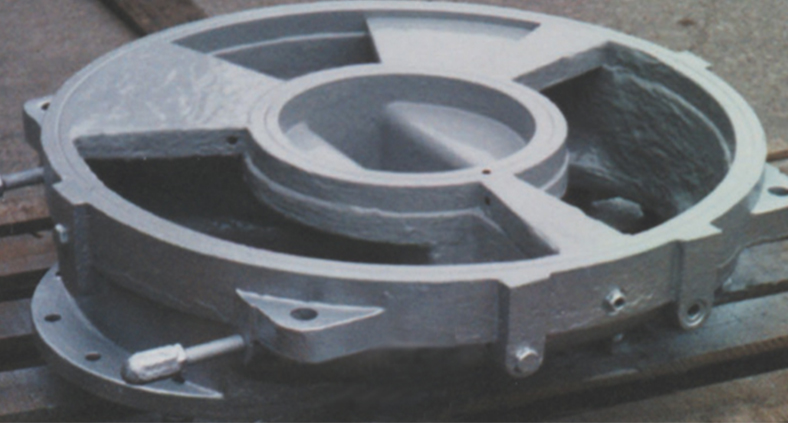
Problem
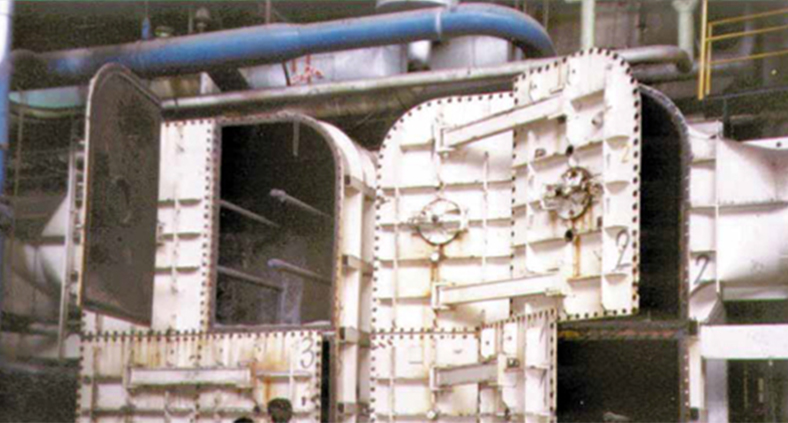
This photograph shows part of the coal separation unit in a coal preparation plant. After continued use over an extended period of time this piece of equipment had eroded and corroded badly due to the high levels of abrasion it was subjected to. The plant engineers were left with the option of a costly replacement or refurbishment of the separator.

Application
All dirt and contamination was removed from the surface which was then blasted to provide a good profile.
The badly pitted areas were then rebuilt with Engineering grade rebuilt and then two coats of fluid grade applied to the entire surface.
This has proved an ideal system for rebuilding this piece of equipment which is now operating perfectly again at a fraction of the cost that replacement would have incurred.
Problem
Lube oil line was pitted due to corrosion at coastal area. The depth of pitting mostly crossed corrosion allowance and got 3-6mm depth.
After having risk assessment meeting client allowed us abrasive blasting. After abrasive blasting we applied resurfacing / rebuilding product for leveling of profile against cavities.

Application
After resurfacing / rebuilding high build epoxy coating was applied at 500 microns.
This project was per performed in June 2013 and now it is perfect till this date.

Problem
Roof of Storage tanks have common problem of pitting that lead to pin holes and then large holes.

Application
With the help of cold repair product this tank was protected in 2012 and still in perfect operation.

Problem
ROne of the cold water pumps at this coal-fired power station had been earmarked for refurbishment after a routine maintenance inspection on account of the heavy “wear and tear”, to which it had been subjected over many years of use.
The client sought a high performance coating that would protect the pump, but not affect its efficiency.

Application
The surfaces of the pump to be coated were abrasive blast cleaned to a minimum industry standard of Sa21/2 prior to the application of two coats of our solvent free ceramic epoxy coating in contrasting colours. This is done to help check that both coats have been applied and to make sure that no areas have been missed.
This coating provides a smooth, low friction finish as well as optimum levels of physical & mechanical strength and superior resistance to erosion and corrosion. It is ideal for use as a resurfacing and lining system in fluid flow environments.
